
目 录
摘 要…………………………………………………………………… I
Abstract………………………………………………………………… II
第1章 绪论…………………………………………………………. 1
1.1 选题背景…………………………………………………. 1
1.2 选题目的及意义………………………………………. 1
1.3 国内外发展现状………………………………………. 2
1.3.1 国内研究现状………………………………… 2
1.3.2 国外研究现状………………………………… 2
1.4 主要研究内容………………………………………….. 3
第2章 系统总体方案论证……………………………………. 4
2.1 油田污水处理控制系统的工作原理………….. 4
2.1.1 油田污水处理控制系统工作原理……. 4
2.1.2 油田污水处理控制系统的组成……….. 4
2.2 功能需求…………………………………………………. 5
2.3 系统设计方案………………………………………….. 5
第3章 控制系统硬件设计……………………………………. 7
3.1 PLC的选型………………………………………………. 7
3.1.1 PLC选型………………………………………… 7
3.1.2 PLC控制系统的I/0点数计算与选型. 7
3.2 变频器的选型………………………………………….. 9
3.3 液位传感器的选型…………………………………. 10
3.4 处理罐的选型………………………………………… 11
3.5 指示灯的选型………………………………………… 12
3.6 电磁阀的选型………………………………………… 12
3.7 触摸屏的选型………………………………………… 13
3.8 水泵的选型……………………………………………. 13
3.9 主电路的设计………………………………………… 14
3.10 控制电路的设计…………………………………… 15
第4章 控制系统软件功能设计…………………………… 17
4.1 PLC程序设计…………………………………………. 17
4.2 梯形图…………………………………………………… 18
第5章 控制系统实现…………………………………………. 21
5.1 组态软件的通信…………………………………….. 21
5.2 组态软件的通信…………………………………….. 21
结 论………………………………………………………………… 26
致 谢………………………………………………………………… 27
参考文献…………………………………………………………….. 28
摘 要
在油田的日常生产活动中,会产生大量污水。这些污水若未经妥善处理直接排放,将对周边环境造成严重污染。近年来,环保标准持续提升,传统的油田污水处理方法逐渐暴露出诸多弊端,如处理流程复杂、效率低下,在能源消耗方面表现不佳,同时缺乏有效的智能化管控手段,难以满足当下对污水处理的严苛要求。在此严峻形势下,开发更为高效、智能的污水处理系统迫在眉睫。
本系统设计的核心目的在于实现油田污水处理过程的高效控制。利用液位传感器实时监测处理罐和反应罐的液位,确保液位始终处于安全范围。PLC 控制器依据液位数据,自动调控升压水泵和电磁阀的工作状态,保障污水顺畅流动与有效处理。借助变频器智能调节升压水泵转速,实现精确流量控制,避免泵体超负荷运行。上位机作为便捷的人机交互界面,方便操作人员实时查看处理状态、进行系统设置与参数调整。一旦出现异常情况,系统能够及时通过指示灯和报警功能提醒操作人员,并自动启动保护措施。
关键词:PLC, 油田污水处理,液位监测,智能控制,自动化
Abstract
In the daily production activities of the oil field, a large amount of sewage will be produced. If these sewage is directly discharged without proper treatment, it will cause serious pollution to the surrounding environment. In recent years, environmental protection standards continue to improve, and the traditional oilfield sewage treatment methods have gradually exposed many disadvantages, such as complex treatment process, low efficiency, poor performance in energy consumption, and lack of effective intelligent control means, which is difficult to meet the current stringent requirements for sewage treatment. In this grim situation, it is urgent to develop a more efficient and intelligent sewage treatment system.
The core purpose of this system design is to realize the efficient control of the oilfield wastewater treatment process. The liquid level sensor is used to monitor the liquid level of the treatment tank and the reaction tank in real time to ensure that the liquid level is always in the safe range. The PLC controller automatically controls the working state of the booster pump and the solenoid valve according to the liquid level data to ensure the smooth flow and effective treatment of sewage. With the help of frequency converter, intelligently adjust the speed of the booster pump to achieve accurate flow control and avoid overload operation of the pump body. As a convenient human-computer interaction interface, the upper computer is convenient for operators to view the processing status, and adjust the system setting and parameters in real time. Once an abnormal situation occurs, the system can timely remind the operator through the indicator light and alarm function, and automatically start the protection measures.
Keywords: PLC, Oil Field Sewage Treatment, Liquid Level Monitoring, Intelligent Control, Automation
第1章 绪论
1.1 选题背景
当今世界,随着全球人口的持续增长以及工业化进程的加速,人们对水资源的需求量急剧攀升。然而,地球的水资源总量虽丰富,但人均水资源却极为匮乏,“水资源危机”已严重影响人类的生活与发展。生活用水方面,虽个体用水量微小,但庞大的人口基数使得日常生活耗水量巨大,且生活废水回收利用率低、难度大。工业用水领域,尤其是重工业,产生的大量工业废水对环境造成了严重破坏,使得全球用水问题日益严峻[1]。
在这样的背景下,污水处理在高度自动化的工业时代凸显出显著优势。将污水经处理装置净化后作为再生水源,与远距离运输水源和海水净化等方案相比,具有人工成本和运输成本低、处理设施简单、工艺简洁、经济成本低等诸多优点,既能有效利用污水废物、保护环境,又能带来经济效益与再生价值。对于油田行业而言,其在生产过程中会产生大量污水,若处理不当,不仅会造成水资源浪费,还会对周边环境产生严重污染。因此,设计一套高效、智能的污水处理系统至关重要[2]。基于 PLC 的控制系统具备自动化程度高、稳定性强、可扩展性好等特点,能够实现对油田污水处理过程的精准控制和实时监测,为解决油田污水处理问题提供了新的思路和方向 ,具有重要的研究价值和应用前景[3]。
1.2 选题目的及意义
本课题旨在设计一套基于 PLC 的油田污水处理控制系统,实现对油田污水处理过程的全面优化与智能管控。通过整合液位传感器、变频器、升压水泵等硬件设备,并编写高效的软件控制程序,构建一个稳定、可靠且具备强大功能的污水处理系统。利用液位监测功能实时掌握处理罐和反应罐的液位情况,确保液位稳定在安全区间内,为污水处理流程的顺畅进行提供基础保障。借助智能控制技术,依据液位数据和污水流量自动调节升压水泵、电磁阀及变频器的工作状态,实现对污水流动、处理及流量的精准把控,提高污水处理效率与质量[4]。
从经济效益角度来看,该系统具有显著优势。一方面,通过精确控制升压水泵转速,避免泵的超负荷运行,降低设备损耗与维修成本,延长设备使用寿命。同时,依据实际处理需求智能调节水流,减少不必要的能源消耗,有效降低油田污水处理的能耗成本[5]。另一方面,高效的污水处理系统能够提升污水的处理效率,缩短处理周期,使油田能够更快地将处理后的水资源回用于生产环节,减少对外部水资源的依赖,节约水资源采购成本,为油田带来可观的经济效益[6]。
在环境保护方面,本课题成果意义重大。油田生产产生的污水若未经妥善处理直接排放,会对土壤、水体等生态环境造成严重污染。基于 PLC 的污水处理控制系统能够确保污水处理达标,大幅降低污水中有害物质的含量,减少对周边生态环境的破坏[7]。同时,通过自动化与智能控制,减少人为操作失误导致的污水泄漏等环境风险,有力推动油田行业的绿色可持续发展,为生态环境保护贡献力量。
1.3 国内外发展现状
1.3.1 国内研究现状
我国石油资源丰富,众多油田已处于开采中期或后期,随着开采程度加深,采出原油含水率不断升高,大量含油污水随之产生。这些污水若未经有效处理进入环境,不仅会造成严重污染,还存在引发火灾等安全隐患,因此油田污水处理成为亟待解决的重要问题[8]。
在处理方法上,我国常用物理法、化学法和生物处理法。物理法中的重力分离法、气浮分离法、过滤分离法应用已久,而近年来兴起的膜分离技术备受已关注。膜分离技术凭借特殊工艺制造的选择性透过薄膜,通过外力推动实现物质分离,涵盖反渗透、超级过滤、纳米级过滤等技术,已在多个行业广泛应用,在油田污水处理领域也逐渐崭露头角[9]。化学法和生物处理法也在不断发展完善,科研人员持续探索如何更高效地去除油类、有机物和有害物质[10]。
然而,与许多发达国家相比,我国在油田污水处理方面仍存在差距。我国尚未进入污水处理的二级处理水平,起步较晚使得早期多以模仿国外技术为主。但近年来,国内科研力量不断加大对油田污水处理技术的自主创新研究,不仅在传统处理方法上深入优化,还积极探索新技术、新工艺的应用,致力于提高污水处理效率和质量,降低处理成本,逐步缩小与国际先进水平的差距,推动油田污水处理技术向更高效、环保、智能化的方向发展[11]。
1.3.2 国外研究现状
在污水处理领域,国外起步较早且技术领先。美国作为该领域的尖端国家,早在20世纪70年代便大规模兴建自动控制的污水处理厂,且在70年代初就达到了二级处理水平。然而,由于二级处理能耗高、成本大,众多发达国家开始从源头革新,一方面对传统污水处理工艺流程进行深入研发,另一方面大力开发新技术,污水处理工艺备受重视。其处理方法丰富多样,涵盖隔膜吸附过滤法、活性污泥法、SBR法、生物降解法混合电磁化法等,并且污水排放标准普遍比我国更为严格[12]。
在先进设备与技术研发上,国外成果斐然。例如美国Quontek公司率先推出的聚结板油水分离器(CPS),在油水分离领域具有开创性意义。此后,石油大学对其进行改造,添加斜板技术,研发出斜通道波纹波纹板油水分离器和翼斜板油水分离器,大幅提升了板式分离器的效率[13]。此外,美国自主研发的溶气式气浮系统也处于世界领先地位,该系统通过优化气泡尺寸和浮生速度,将除油效率提高了三倍以上,广泛应用于美墨西哥湾和北海油田的油田污水处理系统中[14]。同时,美国最新研发的DTC水处理剂,能显著提升水净化系统的精度,使处理效果大幅增强[15]。
整体而言,国外先进的污水处理技术和设备,不仅提升了污水处理的效率和质量,降低了污染物的排放,还为全球污水处理技术的发展提供了借鉴和参考方向。其持续创新的研发模式和严格的排放标准,也促使其他国家不断提升自身的污水处理水平,推动着全球污水处理行业的进步。
1.4 主要研究内容
本次毕业设计聚焦我国油田污水现状,旨在实现油田排污水从排出至二次使用进入注水站的处理过程。处理流程为:油田污水经管道排出后进入一次沉降罐,利用重力分离原理分离油、水及大颗粒杂质,部分杂质从排污口排出;沉降后的水进入缓冲罐,再流入由 PID 模块控制进出口的反应罐,加药子系统定时添加净化药剂;反应后的水进入二次沉降和缓冲罐,经升压水泵送至压力过滤罐,过滤后的水排入注水站重复利用。
论文结构方面,第一章阐述课题研究背景、意义及国内外污水处理技术现状;第二章介绍系统概况;第三章分析硬件设计,第四章分析软件编程设计;第五章对设计进行总结反思,表达对后续研究的期望,并致谢。
第2章 系统总体方案论证
随着水污染问题日趋严峻,油田污水的无序排放造成了大量资源浪费。在此背景下,实现油田污水处理后的二次利用,已成为众多企业已关注的焦点。本次设计正是着眼于解决油田污水处理难题 ,并对相应处理系统展开设计[16]。
2.1 油田污水处理控制系统的工作原理
2.1.1 油田污水处理控制系统工作原理
该系统的设计流程如下:首先,油田污水经由管道被输送至污水处理系统,在进水阀门开启前处于等待状态。当进水阀门打开,污水便进入处理系统,率先流入一次沉降罐。依据经验确定的最佳沉降时间结束后,沉降罐底部的排污出口会将污水中的污染物排出。随后,打开相关阀门,经过沉降的污水进入一次缓冲罐。缓冲罐的主要作用在于保障系统运行过程的稳定,延长污水的停留时间,必要时还可实施应急处理措施[17]。
接着,污水进入反应罐,这是本次设计的关键环节。反应罐的进出环节理论上由PID模块进行控制,在本次实验中,将采用相应设备进行模拟,在组态软件中则以阀门代替以便于观察。反应罐工作时,加药系统会定时添加药剂,促使反应更加充分。反应完成后的水会进入二次沉降罐和二次缓冲罐,其功能与一次沉降和缓冲类似,主要是为了保障系统的稳定性与安全性。最后,缓冲完成后,开启升压水泵,将水输送至压力过滤罐。完成压力过滤这最后一道工序后,处理后的水便可排至注水站,此时污水已达到可二次利用的标准,整个污水处理控制系统的流程至此结束。
2.1.2 油田污水处理控制系统的组成
油田污水处理控制系统主要由处理罐、反应罐、传感器、电磁阀、电机、变频器、升压水泵以及控制器构成。其中,处理罐、反应罐、传感器和电磁阀是控制流程中不可或缺的部分;而电机、变频器、升压水泵和控制器则是实现控制系统功能的关键控制元件。油田污水处理控制系统的具体组成部分如图2.1所示。
图2.1 油田污水处理系统的组成部分
2.2 功能需求
本次毕业设计聚焦于油田污水处理控制系统中流量与液位的检测和控制。采用0 – 5v的模拟电压,借助学校实验室器材对水箱液位进行仿真PID控制。具体运行流程如下:水箱液位满量程设为100 。当液位低于20时,处于较低状态,液位工作提示灯熄灭,上位机监控界面显示液位较低;液位处于21至80区间时,为罐内正常工作液位,不同处理罐和反应罐执行相应工序,液位工作提示灯亮绿色,上位机监控界面显示液位正常;液位在81至90区间时,虽罐内液位较高,但不影响处理罐和反应罐正常运行,此时液位工作提示灯闪烁黄色,提醒工作人员液位较高,上位机监控界面同步提示。若液位超过90,则处于危险工作液位,系统面临风险,需及时处理,液位工作指示灯闪烁红色报警,上位机监控界面不仅会发出报警提示,还会记录报警时间和具体环节 。
2.3 系统设计方案
本系统使用PLC作为主要控制器件,结合液位传感器、变频器、升压水泵等硬件设备,通过上位机监控进行人机交互操作。系统设计包括硬件电路和软件控制程序的两大部分。硬件电路主要包括液位传感器、PLC控制器、PLC扩展模块、变频器、处理罐、反应罐、电磁阀和指示灯等设备的选型与连接设计;软件设计则包括主程序与子程序的编写,实现对各个硬件设备的控制和协同工作。系统的主要功能如下:
(1)通过液位传感器实时监测处理罐和反应罐的液位,确保污水处理过程中的液位保持在安全范围内。
(2)根据液位数据,PLC控制器自动调节升压水泵和电磁阀的工作状态,以确保污水的有效流动和处理。
(3)利用变频器调节升压水泵的转速,根据污水流量和处理需求自动调节水流,实现精确的流量控制,避免泵的超负荷运行。
(4)上位机作为人机交互界面,操作人员可以通过上位机实时查看当前处理状态,并进行系统设置和参数调整。
(5)在异常情况下,如液位超出设定范围时,系统通过指示灯和报警功能提示操作人员,并自动启动保护措施,如调节泵的速度或关闭电磁阀。
(6)系统具有自动记录和显示功能,能够实时监控处理过程中的各项数据,并生成日志,方便后期分析和优化。
通过该系统的设计,能够实现油田污水处理过程的高效控制,不仅提高了处理效率,还降低了能源消耗,并保证污水处理质量,促进了油田污水处理技术的智能化与自动化发展,系统框架如图2.2所示。
图2.2 系统硬件组成部分
第3章 控制系统硬件设计
3.1 PLC的选型
3.1.1 PLC选型
在进行PLC选型时,主要需考虑以下几个要素:
1. 输入/输出点数的选择
选型前,需精确计算整个系统所需的I/O点数。为便于系统后续的修改与优化,应在此基础上预留10% – 25%的I/O点位。此外,计算时要分别统计数字量I/O和模拟量输入输出的数量。
2. 存储容量的选择
由于系统要记录并保存历史曲线,因此需依据经验法确定存储容量。一般来说,可按数字量I/O点数的10 – 15倍、模拟量I/O的100倍进行估算,再加上25%的余量,便能满足系统对存储容量的要求。
3. 根据系统的输出负载特性选择
PLC是功能强大的控制器,可驱动多种类型的负载。因此,需根据实际负载情况来选择合适的PLC控制器。以老牌工业常用的S7 – 200为例,它具备多种输出方式:
继电器输出:该方式可同时驱动交流和直流负载,输出电压可变,每个点的电流为2A。但缺点是对于关断速度较快的负载,控制能力欠佳,因为继电器触点的闭合与打开需要一定时间。
晶闸管输出:与继电器输出不同,它能驱动高关断速度的负载,但仅适用于交流负载,无法驱动直流负载,每个点的电流在0.2 – 0.5A之间。
3.1.2 PLC控制系统的I/0点数计算与选型
在进行PLC控制系统的I/O点数计算与选型过程中,通过西门子官方网站查阅相关资料得知,西门子的PLC旨在为客户解决自动化控制系统的各类问题。其庞大的产品库,能够满足用户多样化的需求。基于此,本次选型确定采用西门子公司的S7 – 200系列PLC,该系列下的各个型号详见表3.1。
表3.1 S7-200系列PLC型号
|
特性 |
CPU221 |
CPU222 |
CPU224 |
CPU224XP |
CPU226 |
|
外形尺寸 (mm) |
90 x 80 x 62 |
90 x 80 x 62 |
120.5 x 80 x 62 |
140 x 80 x 62 |
190 x 80 x 62 |
|
程序存储器: |
4096 字 |
4096 字 |
8192 字 |
12288 字 |
16384 字 |
|
程序存储器: |
4096 字 |
4096 字 |
12288 字 |
16384 字 |
24576 字 |
|
数据存储器 |
2048 字 |
2048 字 |
8192 字 |
10240 字 |
10240 字 |
|
掉电保护时间 |
50 小时 |
50 小时 |
100 小时 |
100 小时 |
100 小时 |
|
本机 I/O 数字量 |
6 输入 / 4 输出 |
8 输入 / 6 输出 |
14 输入 / 10 输出 |
14 输入 / 10 输出 |
24 输入 / 16 输出 |
|
本机 I/O 模拟量 |
— |
— |
— |
2 输入 / 1 输出 |
— |
|
允许最大扩展模块数量 |
0 个模块 |
2 个模块 |
7 个模块 |
7 个模块 |
7 个模块 |
|
通讯口 |
1 S-485 |
1 S-485 |
1 S-485 |
2 RS-485 |
2 RS-485 |
|
电源供应 + 5VDC |
0mA |
340mA |
660mA |
660mA |
1000mA |
|
电源供应 + 24VDC |
180mA |
180mA |
280mA |
280mA |
本设计所需的输入输出点数明确,包括9个数字量输入、8个数字量输出以及6个模拟量输入。考虑到要预留25%的I/O余量,最终确定系统需要10个数字量输入、10个数字量输出和7个模拟量输入。
对比S7 – 200系列PLC型号,CPU221和CPU222的数字量输入与输出触点数量不足,因此不纳入选择范围。虽然CPU226性能强大,但鉴于本次设计要求不高,从节约成本角度出发,也不选用。经综合考量,CPU224XP的各项指标契合设计需求,能够出色完成任务,其订货号为6ES7 214 – 2AS23 – 0XB0,是较为合适的选择。
CPU224XP集成了14个数字量输入、10个数字量输出、2个模拟量输入和1个模拟量输出的I/O点位,最多可扩展7个模块,能扩展至168路数字量I/O点或38路模拟量I/O点。此外,它外形小巧(尺寸为140×80×62 ),却功能丰富,具备20K字节的程序和数据存储能力,还设有2个RS – 485通讯/编程口。其位控特性、诊断LED、自整定PID模块、线性斜坡脉冲指令以及数据记录等功能,也颇具吸引力,CPU224XP实物图如下3.1所示。

图3.1 CPU224XP实物图
此次试验用到的模拟量点位较多,选用的CPU224XP的数字量I/0点位充足,但是模拟量点数不足,所以需要扩充模块。下面来选择模拟量输入输出点位的扩展块。
CPU224XP带有2个模拟量输入,还缺少4个模拟量输入,由上面的表格,可以选择EM231中订货号为6ES7 231-0HF22-0XA0,具有8个模拟量输入,很充足的给设计使用还留有余量,以备之后系统的改进。
3.2 变频器的选型
一般来说,选择低压通用变频器主要已关注型式和容量这两个方面。其选型的基本原则是:变频器的功能特性需能可靠满足工艺要求,同时具备较高的性价比。为确保这一点,在选型时需重点留意电机实际工作电流以及环境对变频器的影响等技术参数。经多方对比,最终选定西门子公司的 MM420 变频器,其实物图如图3.2所示。

图3.2 变频器实物图
尽管 MM420 变频器在西门子系列变频器中并非性能最为顶尖的一款,但鉴于本次设计的具体要求,它完全能够满足需求。MM420 变频器的接线方法如下图3.3所示。
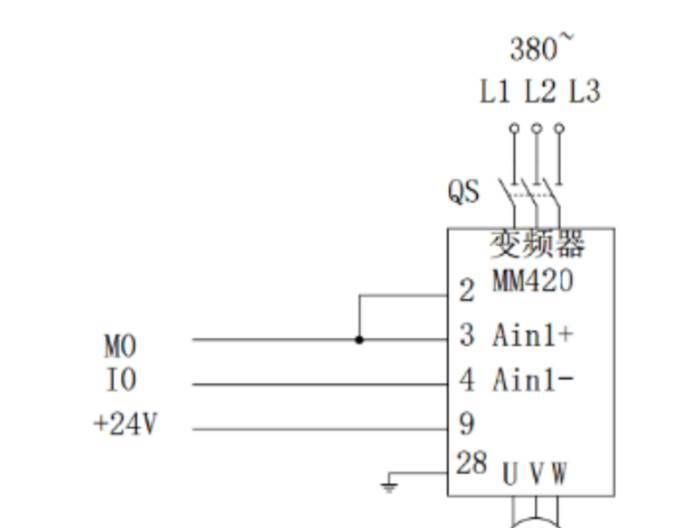
图3.3MM420 变频器接线图
选定变频器后,为契合控制需求,需对变频器内部参数予以调整,使变频器能够按照控制要求正常运行。操作伊始,要对变频器进行初始化。具体做法为:将P0010设定为30,P0970设定为1。完成初始化后,再进行后续一系列参数的设置如表3.2所示。
表3.2 变频器参数
|
序号 |
参数 |
设置值 |
说明 |
|
1 |
P0010 |
30 |
开始快速调试 |
|
2 |
P9710 |
1 |
全部参数恢复出厂设置 |
|
3 |
P0003 |
1 |
定义用户访问参数组的等级(标准级) |
|
4 |
P0100 |
0 |
确定功率设定值(欧美 50Hz) |
|
5 |
P1082 |
50 |
设定电动机最高频率(50Hz) |
|
6 |
P0304 |
220 |
设定电动机额定电压(220V) |
|
7 |
P0305 |
1.2 |
设定电动机额定电流(1.2A) |
|
8 |
P0307 |
0.75 |
设定电动机额定功率(0.75kW) |
|
9 |
P0310 |
50 |
设定电动机额定频率(50Hz) |
|
10 |
P0311 |
2800 |
设定电动机额定转速(2800r/min) |
|
11 |
P1080 |
0 |
设定电动机最低频率(0Hz) |
|
12 |
P3900 |
3 |
结束快速调试,只进行电动机数据计算 |
|
13 |
P0701 |
1 |
设定数字量输入 1 功能位 |
3.3 液位传感器的选型
本次毕业设计聚焦于油田污水处理系统,由于系统与水相关,因此测量水罐液位高度成为必须解决的问题。液位传感器便是用于检测液位高度的装置。在我国,静压投入式液位传感器应用较为广泛,其工作原理是传感器检测到的液体静压与被测液体高度成正比。液位传感器的外壳材质多为陶瓷或复合金属,检测到静压后,会将其转换为电信号,再经过自我修正和温度补偿,最终转换为精准的标准电信号 。
液位传感器分为接触式和非接触式两类,非接触式包括超声波液位传感器、雷达液位传感器等。鉴于本次设计对精度要求不高,不考虑选择接触式液位传感器。接触式液位传感器种类繁多,如单法兰静压/双法兰静压液位传感器、浮球式液位传感器等。由于本次设计需要,经综合考量,决定选用单法兰静压液位传感器。通过对市场上相关产品的调研,最终选定国产澳升AS – 136液位传感器,AS-136液位传感器实物如图3.4所示。

图3.4 AS-136液位传感器实物图
AS – 136液位传感器以不锈钢隔离膜片的OEM压力传感器作为测量元件,经过多次计算机测试后,运用激光调阻工艺进行宽温度范围的零点补偿。其外壳为不锈钢材质,内部的放大电路可将传感器信号转化为标准输出电信号,充分发挥了传感器的技术优势,具备超高的性能。该传感器抗干扰、抗冲击和抗负载能力强,温度漂移小,稳定性高,测量精度也很高,是工业自动化领域理想的测量工具。
在工作原理方面,AS – 136液位传感器在一片扩散硅胶上扩散出一个惠斯通电桥。当被测液体对惠斯通电桥施加压力时,电桥桥臂电阻值会因压阻效应发生变化,进而产生一个差动电压信号。该信号经放大后转化为专用的标准信号。其接线原理图如图3.5所示。

图3.5 AS-136液位传感器接线原理
3.4 处理罐的选型
本次毕业设计采用了一次沉降罐、一次缓冲罐、反应罐、二次沉降罐、二次缓冲罐和压力滤罐这六个处理罐,均为隆飞公司生产的塑料储罐,该公司在国内污水处理行业应用广泛。隆飞运用国际先进的ROTATION(旋转成型)技术,选用优质进口食品级PE塑料加工产品。其产品规格多样,具备一次成型、表面光滑的特点,还具有杀菌抗菌、无毒无害、卫生性好、抗紫外线的优势。此外,这些储罐质量可靠,坚固耐用,耐磨且耐酸碱,温度适用范围广,抗冲击性强。
本次选用的处理罐为A级储罐,能够盛装硫酸、盐酸、磷酸等,完全满足本次设计需求 。其实物图如下3.6所示。

图3.6 处理罐实物图
3.5 指示灯的选型
欧姆龙 Z – 系列指示灯。外壳采用阻燃材料,防护等级为 IP60,能在一定程度上防止灰尘侵入。发光体采用高亮度 LED,寿命长,可达 50000 小时以上,且功耗低。工作电压范围宽,DC24V、AC220V 等多种电压可选,可根据实际控制电路需求选择。颜色多样,如红、绿、黄等,用于指示不同的设备状态。
指示灯的一端通过导线连接到 PLC 数字量输出模块对应的输出点,另一端连接到电源的相应极(直流电源的负极或交流电源的零线)。当 PLC 输出信号时,指示灯得电发光,指示设备的运行、停止、故障等状态。
3.6 电磁阀的选型
ASCO 8210 系列电磁阀。阀体材质为不锈钢 304,具有良好的耐腐蚀性,适合油田污水介质。公称压力为 1.6MPa,可满足一般污水处理系统的压力要求。响应时间短,小于 100ms,能快速实现管道的通断控制。具备多种接口形式,如螺纹连接、法兰连接等,方便与不同管径的管道连接,口径范围从 DN10 – DN100。
电磁阀的控制线圈通过导线连接到 PLC 的数字量输出模块对应的输出点。PLC 输出的开关信号控制电磁阀线圈的得电与失电,从而实现电磁阀的开闭。电磁阀的进出水口通过管道与处理罐、反应罐等设备连接,控制污水的流动。
3.7 触摸屏的选型
触摸屏作为人机交互核心界面,需满足操作便捷性、显示清晰度及系统兼容性等需求。本系统选用威纶通 MT8102iE 彩色触摸屏,该产品在工业自动化领域应用广泛,能够为操作人员提供直观高效的监控与控制体验。
在硬件配置上,MT8102iE 配备 10.1 英寸高清 TFT 液晶显示屏,分辨率达 1024×600 像素,可清晰显示液位曲线、设备状态、实时数据等信息。屏幕支持 1600 万色显示,通过不同颜色标识区分正常运行、预警及故障状态(如绿色表示液位正常、黄色表示液位偏高、红色表示报警),便于操作人员快速识别系统工况。触控面板采用投射式电容技术,支持多点触控,响应速度≤10ms,操作流畅灵敏,即使佩戴手套也能精准操作,适应油田现场复杂的操作环境。
软件兼容性与功能设计上,MT8102iE 支持与西门子 S7 – 200 系列 PLC 通过 PPI 协议直接通讯,无需额外网关设备,简化系统架构。通过威纶通 EB8000 组态软件,可自定义设计监控界面,包括主流程界面、参数设置界面、报警记录界面等。主流程界面以动态流程图形式展示污水流经各处理罐的路径,实时更新液位数值及阀门、水泵状态;参数设置界面允许操作人员调整液位阈值、加药时间间隔等工艺参数;报警记录界面可存储最近 500 条报警信息,包括报警时间、类型及处理状态,便于追溯与故障分析。此外,触摸屏支持 USB 接口,可导出数据日志用于后期分析,还具备屏幕亮度调节、背光灯定时关闭等节能功能,适应 24 小时连续运行的工业场景。其防护等级达 IP65,可有效防止灰尘与水溅侵入,确保在潮湿、多尘的油田污水处理环境中稳定工作。
3.8 水泵的选型
在油田污水处理控制系统中,水泵作为核心动力设备,其选型需综合考虑污水特性、系统扬程、流量需求及运行稳定性等因素。本系统选用南方泵业 CDLF 系列不锈钢立式多级离心泵,该型号水泵凭借优异性能适配污水处理场景。
从性能参数看,CDLF 系列水泵流量范围为 1 – 200m³/h,扬程可达 20 – 200m,满足系统中污水提升、循环及压力过滤等环节的动力需求。以压力过滤罐为例,其工作压力需达到 0.3 – 0.6MPa,CDLF 系列水泵最大扬程 200m(约 2MPa),可提供充足压力余量,确保污水通过滤层时的过滤效率。水泵采用不锈钢材质(如 SS304/316),叶轮与泵体表面经精密抛光处理,能够耐受污水中油类、盐类及微小颗粒的腐蚀与磨损,延长设备使用寿命。同时,水泵采用机械密封装置,密封性能优异,可有效防止污水泄漏,避免对环境造成二次污染。
在节能与控制方面,CDLF 系列水泵搭配西门子 MM420 变频器使用,通过变频调速技术实现流量精准控制。当系统液位较低时,变频器自动降低水泵转速,减少能量损耗;液位处于正常区间时,水泵维持高效运行状态。经测试,该组合在典型工况下节能率可达 20% – 30%。此外,水泵内置过热保护、干转保护等功能模块,当电机温度过高或泵体缺水时,自动触发停机保护,提升系统运行安全性。其紧凑的立式结构设计节省安装空间,便于集成到污水处理系统的管道布局中,且振动小、噪音低(≤75dB),符合工业环境下的操作要求。
3.9 主电路的设计
本次主电路设计围绕电机驱动及控制系统供电展开。电机M1作为关键执行设备,其供电回路由断路器QF1和接触器KM1控制。QF1不仅负责接通和切断电机主电路的电源,还能在电路出现过载、短路等异常情况时迅速跳闸,保障设备和线路安全。接触器KM1则通过电磁吸合原理,实现对电机M1启动、停止的灵活控制,便于根据实际需求操控电机运行状态。同时,电路中设置了专门的电源支路,QF2为PLC提供稳定的交流电源输入,使其能够正常运行并执行预设的控制逻辑;QF3控制着一个将220V交流电转换为24V直流电的电源模块,为系统中的其他低压设备供电,确保整个系统的稳定运行。
在安全设计方面,各断路器的设置为电路提供了多层保护。当电机或电路出现故障时,QF1能及时切断电机主电路,防止故障扩大;QF2和QF3分别保护PLC及直流供电设备,避免因电气故障损坏核心控制部件。此外,整个主电路的布线和元件布局遵循电气规范,减少电磁干扰,提高系统的抗干扰能力。稳定性设计上,选用质量可靠的电气元件,保证在长时间运行过程中性能稳定。并且通过合理的电源配置,为PLC和其他设备提供稳定的电力供应,确保控制系统能够可靠地对电机M1及整个系统进行精准控制,如图3.8所示。
图3.8 主控制电路图
3.10 控制电路的设计
本控制电路以西门子 S7-200 系列 CPU224XP 型 PLC 为核心,构建集信号采集、逻辑控制、执行驱动于一体的自动化系统。PLC 集成 14 路数字量输入、10 路数字量输出及 2 路模拟量输入,搭配 EM231 模拟量扩展模块(8 路输入),满足系统 9 路数字量输入、8 路数字量输出及 6 路模拟量输入的需求,并预留 25% 冗余点位以便后续扩展。控制电路通过 24V 直流电源为液位传感器、按钮等低压设备供电,主电路则由断路器、接触器等元件驱动升压泵、电磁阀等强电设备,形成强弱电隔离的安全架构。外部设备通过端子排与 PLC 硬接线连接,确保信号传输的稳定性与抗干扰性。
外部接线图如图3.9所示。
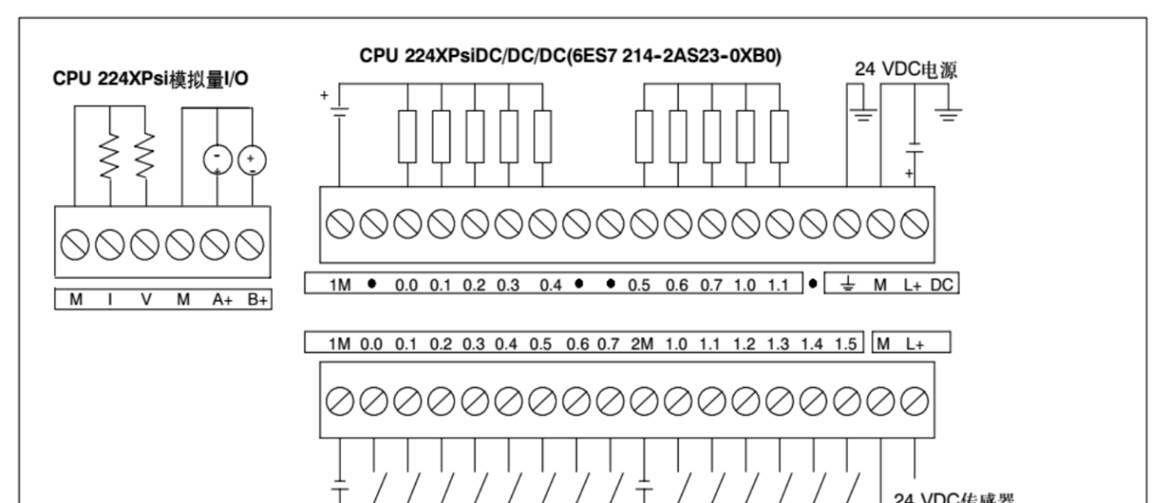
图3.9 PLC外部接线图
表3.1 I/O地址分配表
|
输入信号 |
输出信号 |
||||
|
序号 |
地址 |
功能 |
序号 |
地址 |
功能 |
|
1 |
I0.0 |
自动按钮SB1 |
1 |
Q0.0 |
阀1(一次沉降阀) |
|
2 |
I0.1 |
手动按钮SB2 |
2 |
Q0.1 |
阀2(一次缓冲阀) |
|
3 |
I0.2 |
停止按钮SB3 |
3 |
Q0.2 |
阀3(加药阀) |
|
4 |
I1.1 |
一次沉降罐标定液位 |
4 |
Q0.3 |
阀4(二次缓冲阀) |
|
5 |
I1.2 |
一次缓冲罐标定液位 |
5 |
Q0.4 |
阀5(压力过滤阀) |
|
6 |
I1.3 |
二次沉降罐标定液位 |
6 |
Q0.5 |
升压泵 |
|
7 |
I1.4 |
二次缓冲罐标定液位 |
7 |
Q0.6 |
排污1 |
|
8 |
I1.5 |
压力过滤开始信号 |
8 |
Q0.7 |
排污2 |
|
9 |
I1.6 |
压力过滤完成信号 |
|||
|
10 |
AIW4 |
液位传感器1 |
|||
|
11 |
AIW6 |
液位传感器2 |
|||
|
12 |
AIW8 |
液位传感器3 |
|||
|
13 |
AIW10 |
液位传感器4 |
|||
|
14 |
AIW12 |
液位传感器5 |
|||
|
15 |
AIW14 |
液位传感器6 |
|||
根据系统流程图和I/O地址分配表,制定PLC I/O接线图是实现系统自动化控制的关键步骤。接线图的设计需要明确每个输入和输出信号与PLC的I/O端口的对应关系,从而确保信号的正确传输与执行。
第4章 控制系统软件功能设计
4.1 PLC程序设计
如图4.1所示,将程序下载至PLC后,通电即可运行。依据设计方案进行程序编写,油田污水的处理流程如下:污水首先流入一次沉降罐,利用重力分离原理,将油、水以及大颗粒杂质进行初步分离,沉降罐工作时,排污管道同步开启,排出污泥。随后,污水依次进入一次缓冲罐、反应罐、二次沉降罐、二次缓冲罐和压力滤罐。在一次缓冲罐中,污水停留一段时间,为后续处理做准备;反应罐中,加药系统定时添加净化药剂,促使污水中的有害物质发生反应;二次沉降罐和缓冲罐进一步分离杂质、稳定水质;压力滤罐则通过过滤,去除残留的细微杂质。经过这些处理罐的协同工作,污水得到有效分离与净化,达到可二次使用的标准,最终进入注水站。
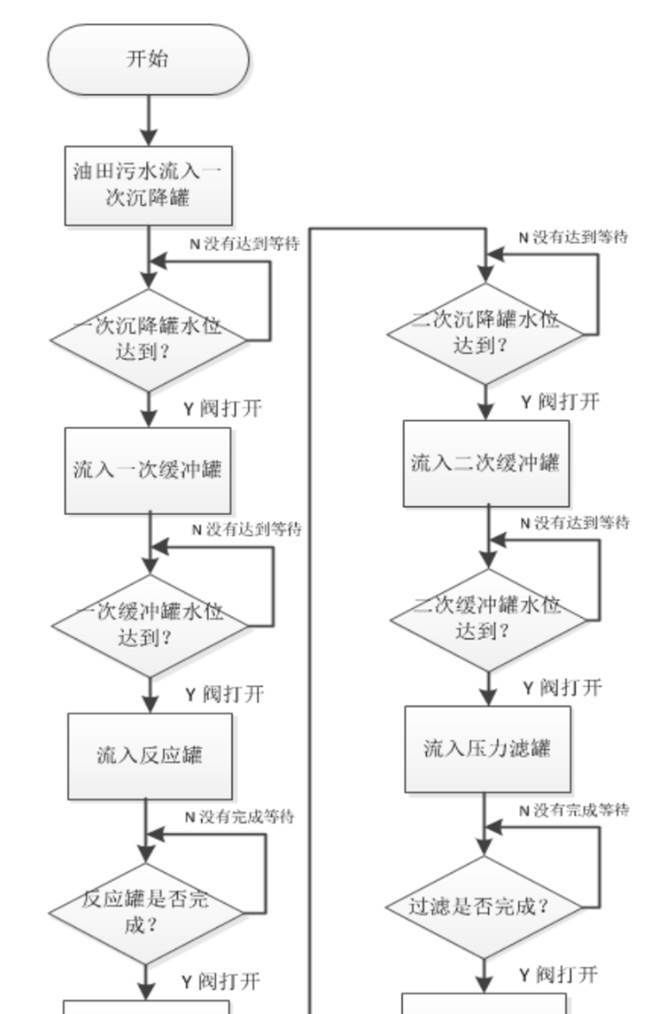
图4.1 程序流程图
4.2 梯形图
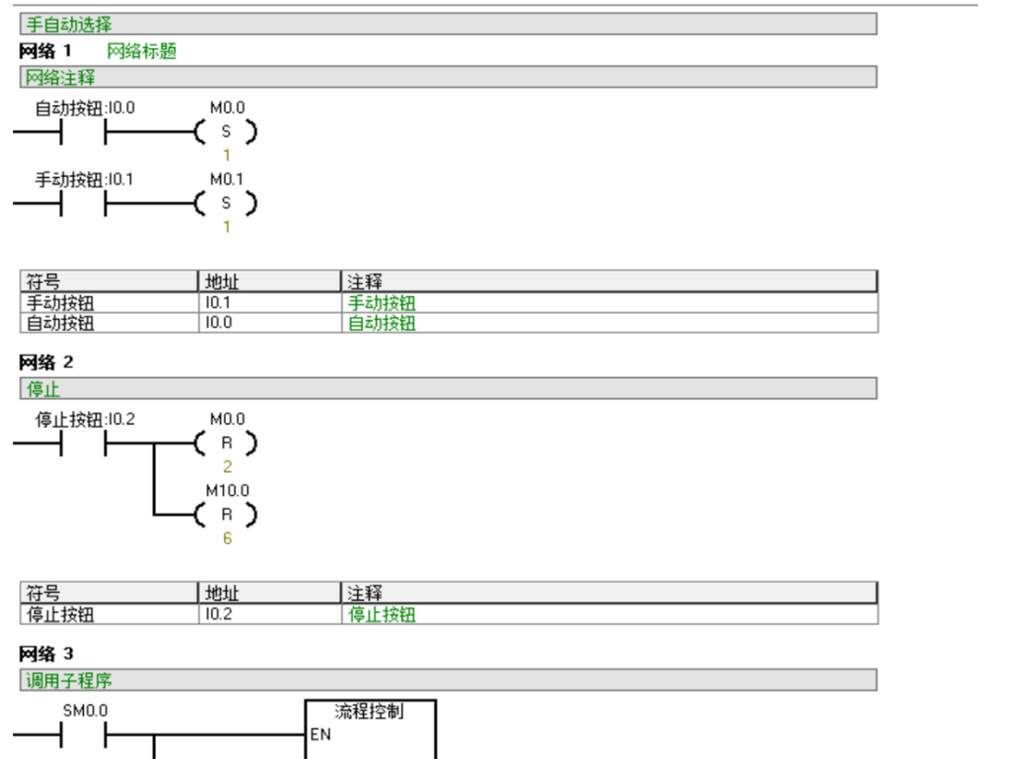
整个程序的主程序,主要负责程序的启停,首先是运行模式的选择。然后是整个系统的停止控制。最后是调用流程控制子程序和液位控制子程序。采用这种控制方式,会让程序很简洁明了,编程思路呈现清晰。
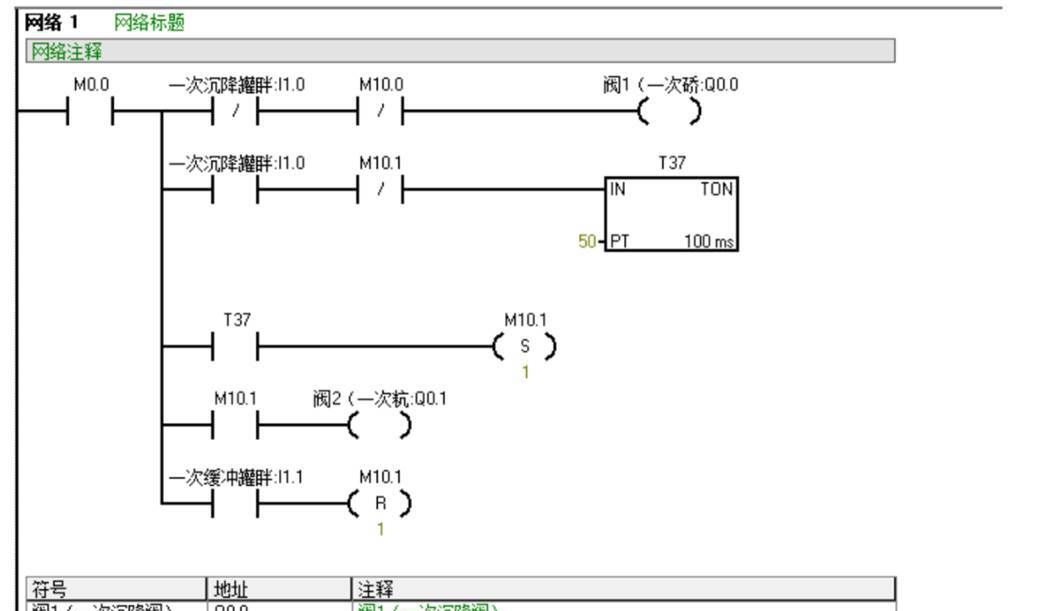
摁下启动按钮(I0.0),阀1(Q0.0)打开,污水进入一次沉降罐;当水位达到一次沉降标定液位后(I1.0),阀1(Q0.0)关闭,启动延时;延时时间到,阀2(Q0.1)打开延时,水流入一次缓冲罐;当水位到达一次缓冲标定液位(I1.1)后,阀2(Q0.1)关闭。
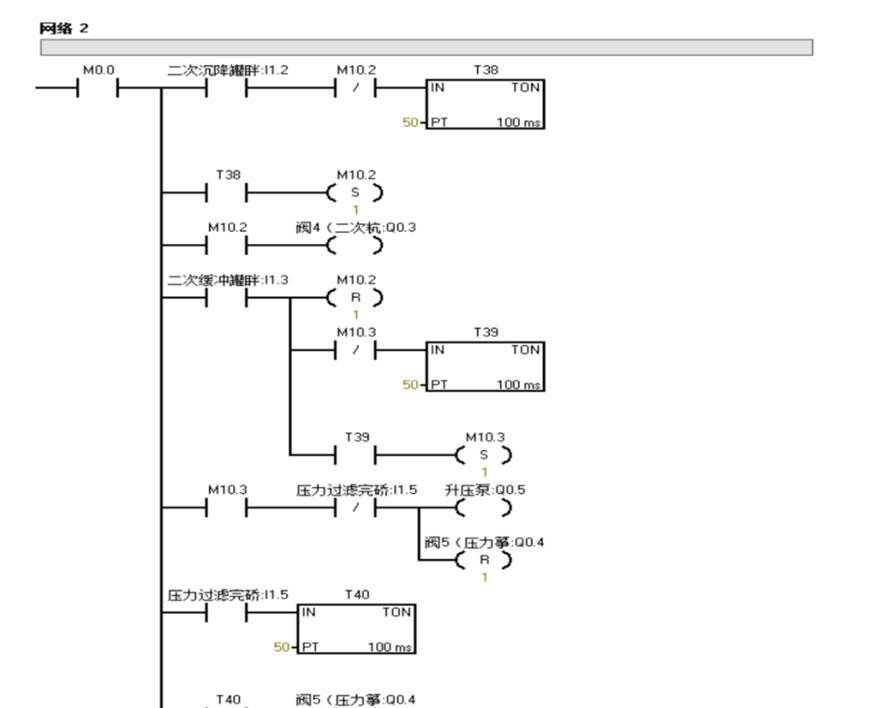
水流入二次沉降罐,当水位到达二次沉降罐标定液位(I1.2)后,启动延时:延时时间到,阀4(Q0.3)打开,延时,水流入二次缓冲罐;当水位达到二次缓冲罐标定液位(I1.3)时,阀4(Q0.3)关闭,延时;延时时间到,启动升压泵(Q0.5),升压泵工作同时关闭阀5(Q0.4)。当压力过滤信号出现时,升压泵停止工作,延时:延时时间到2,阀 5(Q0.4)打开。
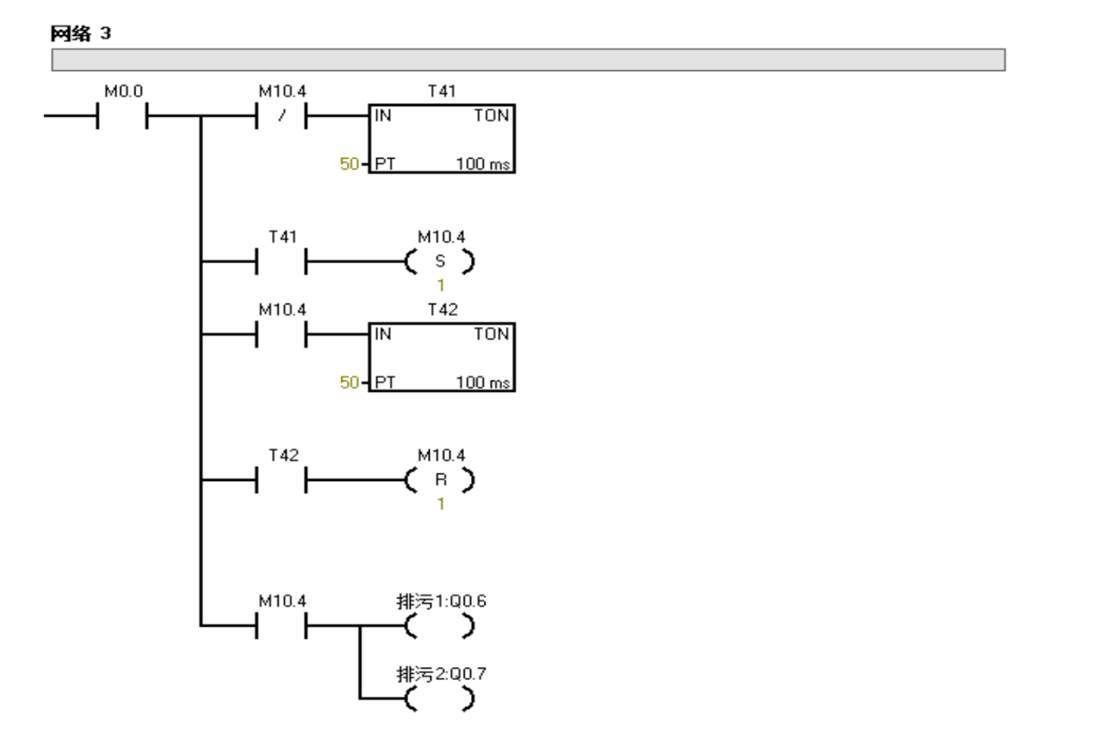
沉降罐工作期间,排污1(Q0.6)和排污2(Q0.7)每隔一段时间定时工作,进行排污。
第5章 控制系统实现
5.1 组态软件的通信
如图5.1所示,西门子官方软件都是使用的西门子自身设定好的协议,而连接方式也很简单,将电脑与PLC相连,然后通过上位机的设定,就可以将电脑和PLC连接起来。
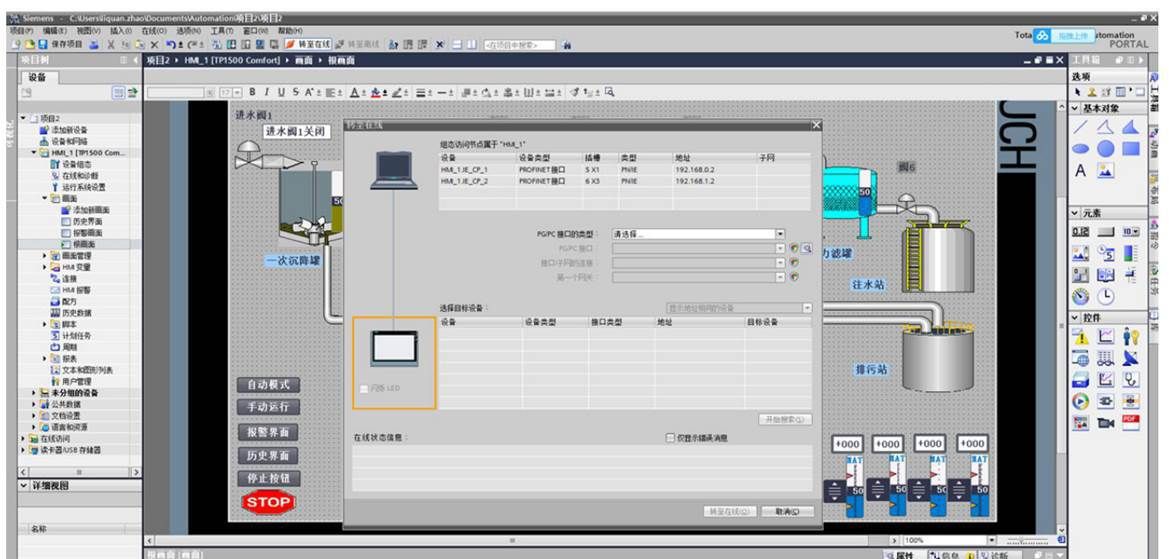
图5.1 博图软件通信设置
当网线连接后,博图软件会自动扫描网线另一端接口是否连接其他设备,勾选查询到的设备,点击转至在线,就可以对设备进行操作和监控。
5.2 组态软件的通信
如图5.2所示,西门子公司的组态环境十分强大,在国内也是常用的组态软件。相较于国内组态王、力控和开物等组态软件,博图的兼容性更具优势。本次设计鉴于需适配不同版本的西门子 PLC 开展试验,因而选用博图进行组态设计。
在西门子系列显示屏中,为便于显示,选取了尺寸较大的型号 —— 西门子 TP1500 精智面板,这是为了让组态画面更显宽松直观。
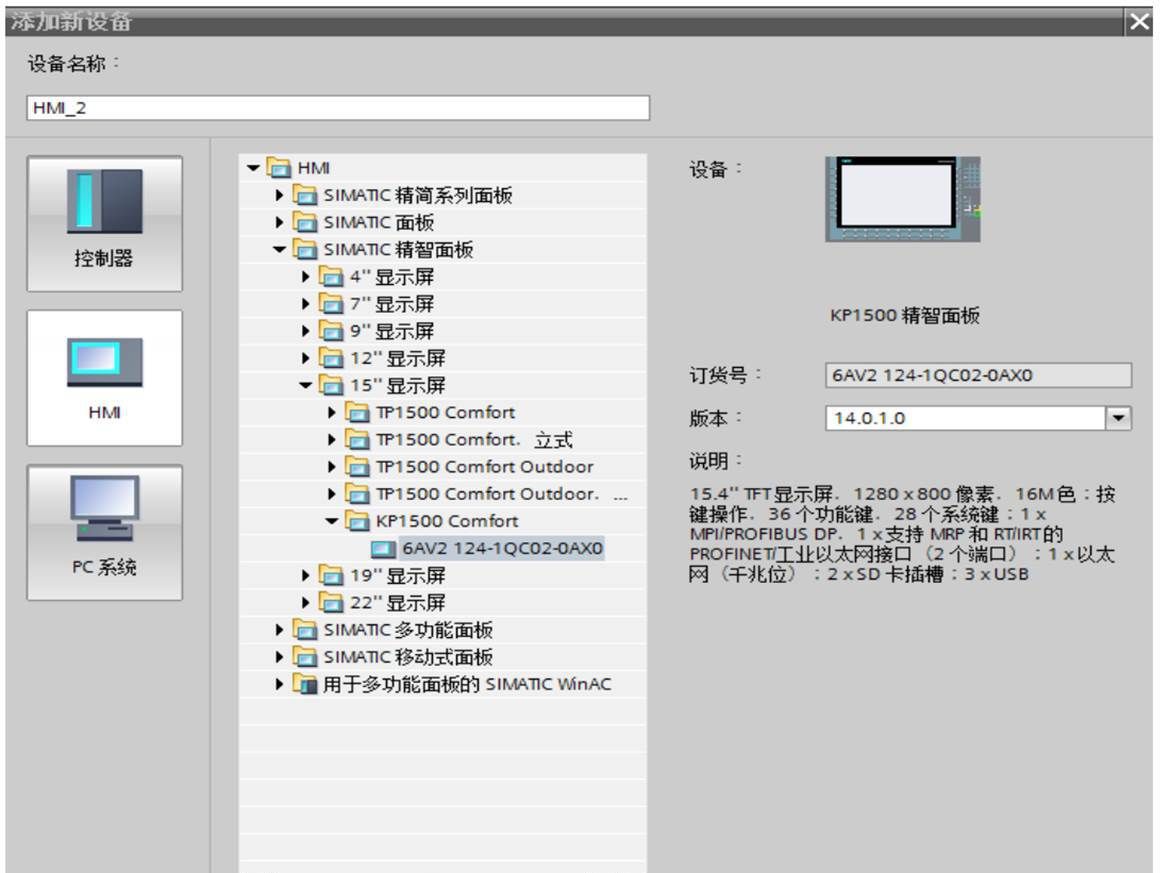
图5.2 硬件组态
设备接入系统后,首要操作是将系统运行所需的各类点位信息录入变量表,此举旨在为后续变量连接提供便利。博图软件具备灵活的变量表设计功能,支持用户根据实际需求自主创建所需变量表。具体操作流程为:在完成设备组态配置后,可通过软件界面的 HM 变量下拉列表进入变量管理界面,在此界面中用户能够直接输入系统需要监控或控制的各类变量参数。这种自定义变量表的方式,既保证了变量管理的条理性,又便于后续在组态画面中快速调用变量,实现设备状态与界面显示的精准关联,有效提升了组态设计的效率与可维护性。
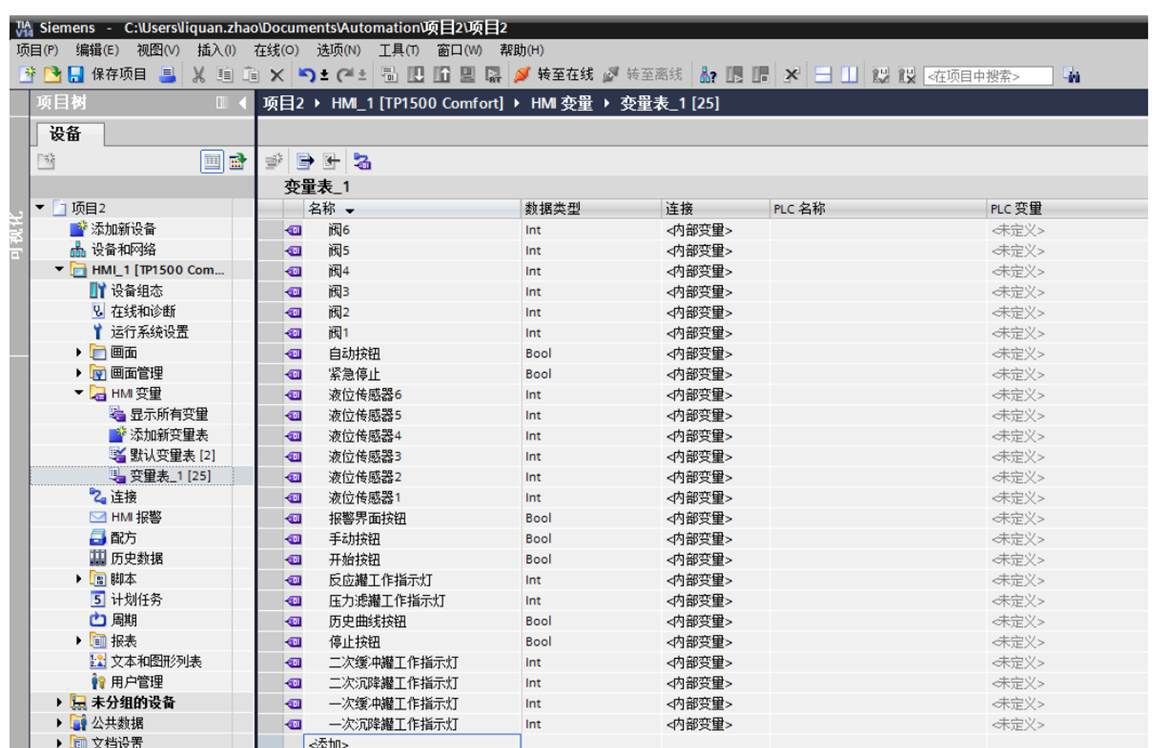
图5.3 输入变量表
变量输入完成后,即可开展油田污水处理控制系统的整体组态设计。博图软件具备丰富的符号库,控制系统所需的反应罐、管道、电磁阀、按钮、指示灯等元件及显示控件均可在其自带的工具箱中直接调用。根据系统控制需求,从图库中选取对应元件进行界面搭建,完成基础组态框架的构建。
完成元件布局后需建立变量连接:选中界面中的元器件,右键点击选择 “属性”,系统将跳转至该元器件的属性设置界面。在 “动画” 分类下,可针对元件添加变量关联。以开始按钮为例,在属性界面中选择 “添加新动画”,类型选取 “过程值”,随后将预先在变量表中创建的 “开始按钮” 变量链接至该动画属性。通过这一操作,图库中的按钮图形便与实际控制变量完成绑定,实现界面元件与系统变量的实时交互。
完成上面的设置后,组态画面就构建完成并配置完成了,保存一下项目,然后进行编译,编译完成后,就可以开始仿真。
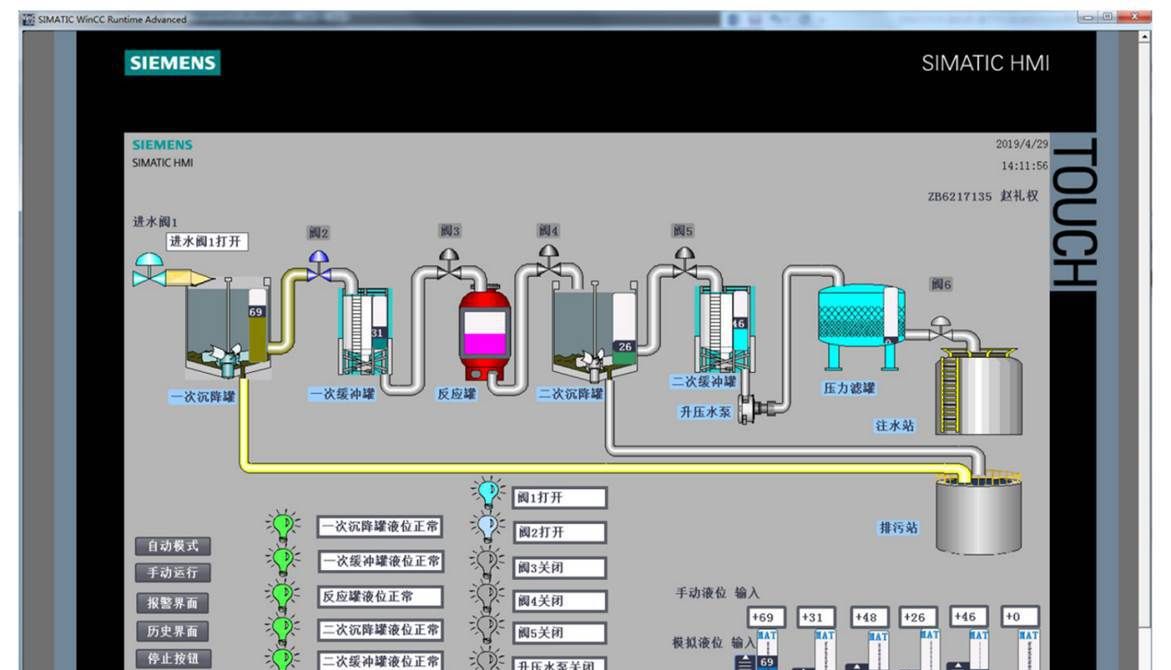
图5.4 监控主画面
进入仿真阶段,按下启动按钮后,进水阀 1 开启,一次沉降罐液位逐渐上升。当液位达到 60% 时触发延时等待,完成等待后启动排污流程;排污结束后,阀 2 开启,污水从一次沉降罐流入一次缓冲罐。
系统预设了可视化状态辅助观察:当水位升至 60% 时,一次沉降罐后端水管呈高亮状态;水位达到 65% 时,对应阀门在仿真界面显示为亮蓝色;水位升至 70% 时,阀门后端水管同步点亮,通过颜色与亮度变化直观反映流程进展。
在全流程监控中,若任意罐体液位超过安全阈值,监控界面将立即弹出报警提示并自动记录。此时,界面内关联的指示灯与文本提示会同步变红;用户可通过点击右上角的感叹号图标或左侧的报警界面入口,快速查看具体的报警记录,包括报警时间、位置及详细原因。图5.5展示了报警触发时的界面提示状态,通过多维度的视觉反馈与便捷的查询功能,有效提升了系统运行的可监控性与故障响应效率。
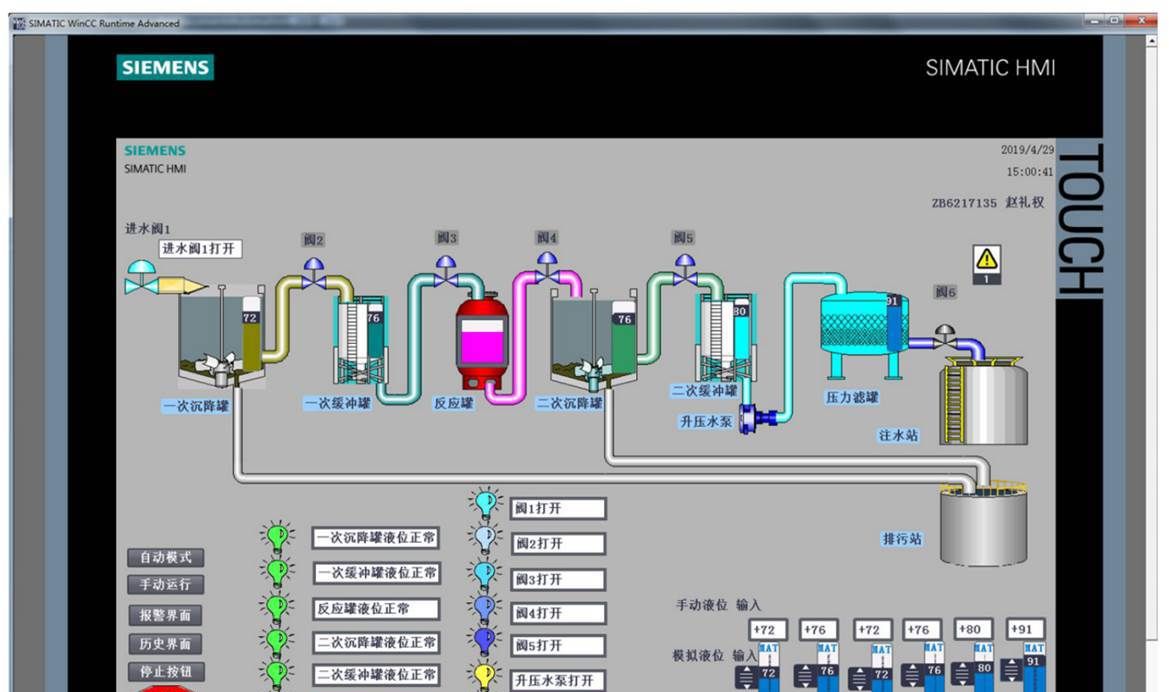
图5.5 出现报警
结 论
在完成本次基于PLC的油田污水处理控制系统设计的研究过程中,从选题背景出发,深入分析了油田污水处理面临的挑战,确定了设计智能控制系统的目标。本系统通过整合液位传感器、变频器等硬件,搭配精心编写的软件控制程序,实现了对污水处理过程的精准调控。
在系统总体方案论证中,明晰了工作原理与组成部分,依据功能需求构建了切实可行的设计方案。硬件设计上,对PLC、变频器、液位传感器以及处理罐进行了合理选型,为系统稳定运行奠定基础。软件功能设计涵盖了PLC程序、主电路与控制电路设计,以及梯形图的绘制,各环节紧密配合,确保系统能够依据预设逻辑实现对污水处理流程的自动化、智能化控制。
回顾整个研究,成功达成了预期目标。系统能够实时监测液位,自动调节设备运行,提高污水处理效率与质量,在经济效益层面,降低了能耗与设备维护成本,提升水资源回用效率,为油田节约成本。在环境保护方面,确保污水达标排放,减少对生态环境的污染风险,有力推动了油田行业的绿色发展。
然而,本研究也存在一定局限性。在面对复杂水质变化时,系统的自适应能力有待进一步提升;部分设备在极端工况下的稳定性仍有优化空间。未来,可考虑引入更先进的传感器技术与智能算法,增强系统对水质变化的实时感知与快速响应能力,持续优化硬件设备选型与软件控制策略,进一步提高系统的稳定性与可靠性,为油田污水处理提供更完善、高效的解决方案。
致 谢
本次毕业设计能够顺利的完成,与指导老师的耐心指导分不开。在我的毕业设计和论文写作过程中,我的导师给予了我精心的指导和帮助,给我提出了许多宝贵的设计意见,引导我解决各种问题,使我的毕业论文顺利完成。导师严谨的治学态度和渊博的知识,使我学到了很多,让我受益无穷,终身难忘。而且,无论在理论上还是在实践中,我的能力都得到了很大地提高,对于我以后的工作和学习都有很大的帮助,在此,特向XX老师表示由衷的感谢!
此外,在整个系统开发过程中,同学和朋友给了我很多的建议和帮助。在此,感谢所有帮助与支持我的人,你们的鼓励将使我不断进步!
在即将迎来毕业倒计时之际,我希望在未来的工作和生活中,能够时刻铭记老师们不断传授的教诲,并通过不懈的努力和追求来实现自我改变,以此来回报那些曾经给予我支持和帮助的人!


















暂无评论内容