
我们在维修中有时候会遇到主轴不能够定向,一般定向使用的检测元器件是外置编码器和接近开关,对于有变比的机床,使用接近开关的比较多,对于有变比的机床如果传动比设置错误,就会导致不能够主轴定向,那么如何诊断主轴定向的一转信号呢?我来亮两点。
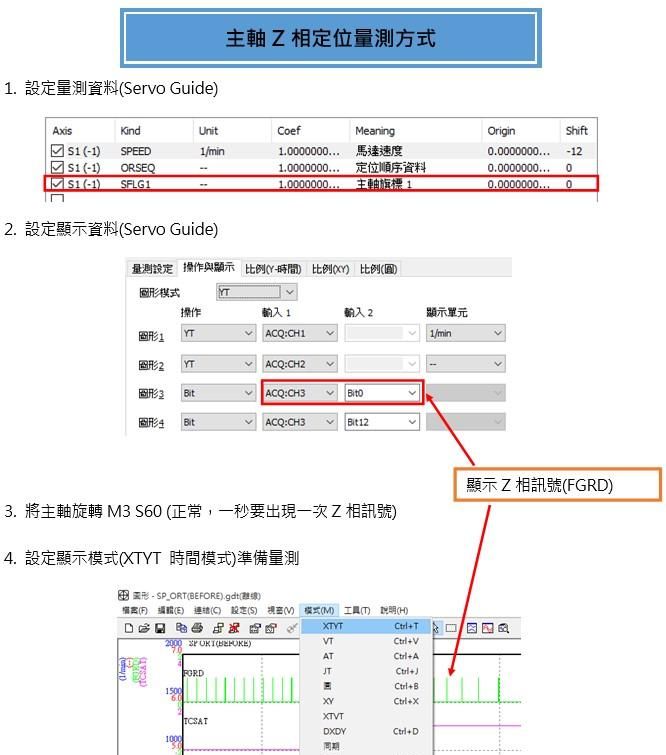
#第一点,使用伺服调整软件
下面,是透过Servo Guide来量测主轴Z相的方式
#第二点使用系统诊断功能,针对0I-F以上版本
- 适用的CNC软件以及主轴软件版本:
- 参数设定
使用主轴任意数据输出功能,在参数4532 中设定22.

3.诊断数据显示


4 诊断数据说明

- 5、时序图

- 6 注意事项:
- 该功能使用了任意数据输出功能(参数4532),当使用该功能时,其它的任意输出功能是不能够同时使用的,当你使用该功能时,你可以临时设定参数N4532,但是当使用完后,请不要忘记将这个参数更改回来。
- 当使用该功能时,主轴速度发范围必须在10min—1《SP<60,当主轴速度小于10min时,Z相一转脉冲信号有可能检测不出来。
当使用该功能时,并且Z相一转脉冲信号能够正常检测出来,诊断参数DG720 会有0.5S的0和1交替变化。当诊断号DGN720显示一直为1时,说明主轴的速度大于60.
解决问题是需要方法和工具的,我们的学习就是在必定的知识基础上去熟悉掌握这些工具,列如解决机床外围动作故障的问题就是需要PMC的维修工具,解决加工问题就需要熟练掌握伺服优化软件问题,那么对于在电脑上学习FANUC技术知识,就需要熟练掌握FANUC NC GUIDE 软件的应用。
今天的分享到这里,如果你觉得此篇文章能够协助你,可以转发给更多的人,知识没有新旧之分,能够解决实际问题的知识都是好知识,每天进步一点点,将来的你会感激目前努力地自己。
© 版权声明
文章版权归作者所有,未经允许请勿转载。如内容涉嫌侵权,请在本页底部进入<联系我们>进行举报投诉!
THE END















暂无评论内容